零件退磁
在机械加工领域,零件经过切削、磨削等工序之后,为何有的需要进行消磁处理?这个现象背后就涉及到材料科学与磁场理论的复杂交互。简单来说,消磁处理就是为了避免在后续的使用过程中出现问题,因此消除或者减少工件内部由于加工生产而产生的剩磁。
我们来理解一下什么是剩磁。
剩磁也称“剩余磁感应强度”或“剩余磁化”,工件在受到外部磁场、电流或者机械作用后,即使外界词源消失,内部仍然保留一定磁性的现象。虽然这种磁性通常较弱,但在精密制造领域中,它可能对产品质量、测量精度以及后续工艺造成明显影响。
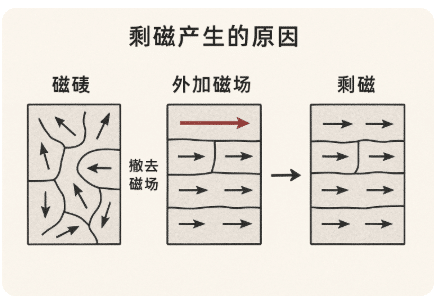
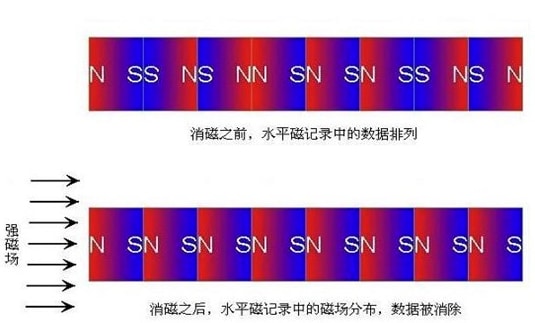
剩磁的产生是由于磁性材料内部由大量微小的“磁畴”组成,每个磁畴内部的电子自旋方向一致,可以看作微型磁体。在材料处于未磁化状态时,这些磁畴的方向是随机的,整体表现为无磁性或者弱磁性。当材料暴露在外磁场中,磁畴开始逐步重新取向,趋向于与外磁场方向一致,材料的整体磁感应强度随之上升。 如果外磁场足够强,并且持续一段时间,几乎所有磁畴都将朝统一方向排列,材料完全被磁化。撤去外部磁场后,由于材料内部磁畴之间的作用力、晶体结构以及磁各向异性等因素,有一部分磁畴不会立即恢复原先的无序排列,二是保持在原先的取向状态,这就导致了磁性残留,即“剩磁”。
剩磁本身不会改变工件的尺寸或者结构,但是在精密制造中,它可能会引发一系列不良后果。接下来,我们讨论哪些情况下需要做消磁处理。
退磁不足工件会吸附铁质材料,用于测试是否退磁成功 没有经过消磁处理的工件,在使用时会吸附铁屑或者磨粒,在继续加工时影响工件表面的粗糙度和刀具寿命。因此需要消磁处理。宇宙磁场是航天器在轨运行的环境要素之一,航天器在制造,生产过程中会带有不同的磁性部件,这些部件会表现出一定的磁性,宇宙磁场会对航天器产生磁力作用,不仅会影响一些重要部件的工作,而且会影响航天器的磁性,对其飞行安全和任务至关重要,这时候,消磁显得尤为重要。镀膜厚度是镀层性能最重要的指标,直接关系到零件的耐蚀性、氢脆性能等质量特性,一些用于航空、医疗等精密领域的零件,对镀层厚度的要求尤为苛刻。而零件中的剩磁会影响涂层的均匀程度和厚度,因此也需要消磁。
退磁后工件剩磁是如何进行检测的呢?工件中剩磁状态合格的标准又是什么?
-1024x1024.jpg)
剩磁强度计,又称特斯拉计,是采用霍尔器件做成的一种磁传感器,可以用来测量工件上磁场强度和退磁后剩磁的大小,是普遍使用的定量测量泄露磁场强度的实验室仪器。一般的脱磁判定基准值是在0.5MT以下。

脱磁不足工件测量数据,大于0.5MT

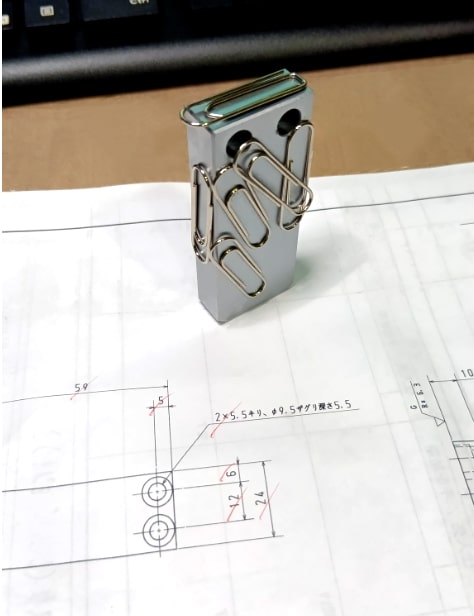
脱磁不足工件,回形针牢牢吸附在上方
那么怎么能进行消磁处理呢?在目前有多种方法可以达到消磁的目的。

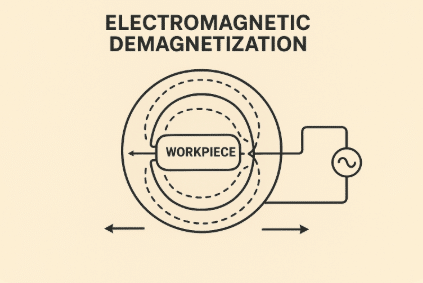
电磁感应消磁装置。退磁器是一种专门用于消除物体残留磁性的设备。为了去磁,退磁器会利用交变磁场或者直流逆变等原理,对被磁化的金属部件进行处理,以削弱或消除其磁性。当电磁感应消磁装置通电后,在其线交变磁场。该磁场在材料表面产生涡流,是材料内部的磁发生旋转,直平衡状态,实现消磁。
脉冲磁化消磁装置。脉冲磁化消磁装置在短时间内产生强脉冲磁场,使材料内部的磁畴发生剧烈运动,从而达到消磁目的。脉冲磁化消磁装置的消磁效果受脉冲频率、磁感应强度等因素的影响。
热磁消磁装置。热磁消磁装置通过加热使材料内部的磁畴失去磁性。加热温度、加热时间等因素会影响消磁效果。
退磁处理虽然看似增加了生产的复杂程度和成本,但是从长期来看,确保了产品的质量和性能,对于加工精度要求高的工件,做消磁处理是非常重要的一个步骤。丰合在机械精加工行业深耕二十余年,拥有多种加工设备,满足客户多样的加工需要,将优质的产品交付给客户。
Fenghe has been deeply engaged in the precision machining industry for over twenty years. With a wide range of machining equipment, we are able to meet diverse customer requirements and deliver high-quality products.